溶接情報
溶接性
溶接部の性能に影響を与える条件として
- ・溶接される金属と溶着金属の性能
- ・溶接条件(電圧、電気など)
- ・溶接速度、最高加熱温度、パス間温度等があります。
鋼材としての成分が、溶接部の性能に与える影響に関する指標として、次の2つが一般化しています。
- ・炭素当量(Ceq) : Ceq(%)=C+Si/24+Mn/6+Ni/40+Cr/5+Mo/4+V/14
- ・溶接割れ感受性組成(PCM):PCM(%)=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
溶接材用(JIS 規格)
- 軟鋼,高張力鋼及び低温鋼用被覆アーク溶接棒(Z 3211)E43XX, E49XX, E55XX
- 耐候性鋼用被覆アーク溶接棒(Z 3214)DA50XXX
- 軟鋼,高張力鋼及び低温鋼用のマグ及びミグ溶接ソリッドワイヤ(Z 3312)YGW11, YGW12, YGW15, YGW16, YGW18, YGW19, G59XX
- 軟鋼,高張力鋼及び低温鋼用用アーク溶接フラックス入りワイヤ(Z 3313)T49XXX, T55XXX, T57XXX, T59XXX
- 耐候性鋼用炭酸ガスアーク溶接ソリッドワイヤ(Z 3315)YGA-50X
- 耐候性鋼用炭酸ガスアーク溶接フラックス入りワイヤ(Z 3320)YFA-50X
- 炭素鋼及び低合金鋼用サブマージアーク溶着金属の品質区分及び試験方法(Z 3183)S50X-H, S53X-H, S58X-H, S62X-HX, S50X-AX(耐候性鋼)
- 軟鋼及び高張力鋼用エレクトロスラグ溶接ソリッドワイヤ並びにフラックス(Z 3353)YES 51, YES 52, YES 62 FS-FG3(フラックス)
※JIS 規格の詳細についてはJISC 日本工業標準調査会をご覧ください。

溶接方法の例
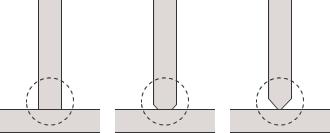
- 溶接は、通常、サブマージアーク溶接(自動溶接法の一種)により行われます。
必要な強度、堪性等を確保するために、ウェブはクサビ形にカット(開先加工)されます。 - 溶接部の性能は、溶接するための電圧、電流、溶接速度により決まる入熱量により大きく左右されます。ウェブの板厚が厚くなると、一通り(パス)で多くの溶接金属を溶かす場合があり、入熱量が多くなります。
- 入熱量が多くなると、影響を受ける溶接部近傍(熱影響部)の材質に影響を与えます。
-
スキンプレート同士の溶接
-
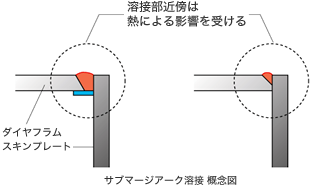
特殊な部分を除き、通常はサブマージアーク溶接(自動溶接の一種)で行います。
- スキンプレートの溶接部は、一般的に右図の例のような加工(開先加工)を行います。
- 一通り(1パス)の溶接による入熱(電流、電圧、溶接速度)が多い場合は、溶接部近傍(熱影響部)の厚板に影響を与えます。
-
ダイアフラムの溶接
-
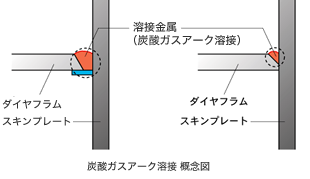
1. スキンプレートとダイアフラムの溶接は、外部から直接溶接が可能な状態(スキンプレートで閉鎖される前の段階)では、通常、炭酸ガスアーク溶接により行われます。(入熱量は、比較的少ない。)
-
2. 外部から直接溶接が不可能な状態(スキンプレートで閉鎖された段階)では、一般的にエレクトロスラグ※溶接が用いられます。
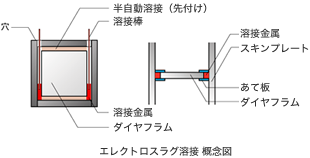
※エレクトロスラグ溶接:主に溶融スラグの抵抗熱を利用することにより、母材と溶接ワイヤを溶融させて行う溶接
- 円形鋼管製品一覧
- P-325/355、P-SM520、
P-385、P-440 - STKN400/490
- STK400/490
- 角形鋼管製品一覧
- BCR295/JBCR295
- BSH(カクホット)
- STKR400/490
[円形鋼管]
[角形鋼管]
- JFE-FR
- グループ会社製品一覧