

ニュースリリース
JFEスチール株式会社
大出力真空レーザ溶接技術を鉄鋼生産プロセスに世界初適用
このたび当社では、定格出力30kWの大出力レーザによる真空中でのレーザ溶接技術を開発し、クラッド鋼板の生産性向上を目的として、西日本製鉄所(福山地区)厚板工場のクラッド鋼板製造工程に導入しました。30kW級の大出力レーザを用いた真空レーザ溶接の鉄鋼生産ラインへの適用は世界初です。
クラッド鋼板は、炭素鋼または低合金鋼(母材)の表面にステンレス鋼など(合せ材)を接合した複合鋼板で、ケミカルタンカー、圧力容器やラインパイプなどに広く用いられています。当社では、母材と合せ材の重ね合わせ面が清浄かつ真空密閉されたクラッドスラブを組立て、熱間圧延を行ってクラッド鋼板を製造しています。このクラッドスラブ組立てに用いる溶接に、このたび開発した大出力真空レーザ溶接技術を適用しました。
合せ材と母材との間が良好に接合されたクラッド鋼板を得るには、クラッドスラブ組立て溶接において重ね合わせ面全周に安定して深い溶込みを有する溶接部を形成することが重要です。溶接には複数の方式がありますが、真空レーザ溶接は集光レンズでレーザビームを集光することにより溶接に必要な高いエネルギー密度が得られるもので、高速で深い溶込みの溶接ができる点や発生する溶接欠陥やスパッタが少ないことなどから、優れた溶接方法です。しかしながら、大出力レーザを真空中で長時間照射し続けることから、集光レンズに局所的な温度変化が生じてビームの品質が変化し、良好な溶接部が得られなくなるという問題がありました。
そこで当社では、真空中での大出力レーザ照射用に集光レンズなどの光学系部品の設計の最適化を図り、それらの光学系部品の形状精度や使用中の温度を適切に監視、制御することによりビーム品質の変化を小さくする技術を確立しました。また、レーザビームの形状およびレーザ出力、溶接速度などの溶接条件を適切に調整することにより、溶込み形状を制御する技術を構築し、最適な形状が安定して得られる大出力真空レーザ溶接条件を確立しました。
本技術をクラッドスラブ組立て溶接に適用することにより、重ね合わせ面全周にわたり、大出力真空レーザの特徴を活かした高品質で安定した溶接を実現しました。昨年度に実際の生産プロセスに導入し、既に18,000トン以上のクラッド鋼板の製造に適用しており、安定した操業を継続しています。組立ての能率および品質が向上したことに加え、今後、これまで組立て、製造が困難とされていた様々な合せ材を組み合せたクラッド新商品の開発に貢献することが期待されます。さらに、クラッド鋼板のみならず、他の生産プロセスへの本技術の展開も検討していきます。
当社は今後も革新的な溶接技術の開発やその生産プロセスへの適用を通じ、お客様のご要望にお応えする鉄鋼製品の開発・生産に努めてまいります。
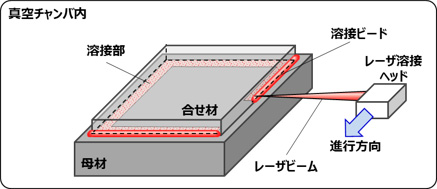
【図】クラッドスラブ組み立て溶接の模式図
【写真】真空レーザ溶接による良好な溶接部断面の例
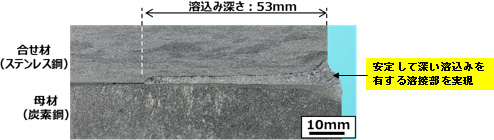
(レーザ出力:25kW 溶接速度:0.5m/min)
