

ニュースリリース
JFEスチール株式会社
超大型コンテナ船用 高強度鋼の設計技術・溶接技術を開発
当社はこのたび、ジャパン マリンユナイテッド株式会社(以下、「JMU」)と共同で、超大型コンテナ船のアレスト性能(※1)を確保する「構造アレスト設計技術」および、溶接効率を向上させる「狭開先アーク溶接技術」を開発し、両技術を14,000TEU(※2)級超大型コンテナ船に適用しました。さらに当社独自で、「超狭開先アーク溶接技術」も開発しました。
近年、輸送効率の向上を目的に、コンテナ船が大型化しています。それに合わせ、鋼板の肉厚化や高強度化、高アレスト性能が求められています。そこで当社とJMUは、「構造アレスト設計技術」を共同で開発しました。これは溶接構造物である船体が持つ特長を活かし、溶接・設計を含めた構造によって、船体のアレスト性能を向上させる技術です。船体の大部分に適用されているすみ肉溶接部(※3)において、溶接部の配置や施工法を工夫することにより、き裂の伝播を止めることができます。これにより、従来よりも肉厚かつ高強度の鋼板を使用する超大型コンテナ船の安全性向上や航行の安定性向上、船体大型化による貨物積載量増加や、船体軽量化による燃費効率向上などに寄与します。
また、同じくJMUと共同開発した「狭開先アーク溶接技術」は、突合せ溶接部(※4)において、当社のJ-STAR®溶接(※5)を活用し、板厚の大きな鋼板の高効率な溶接を可能にしたものです。開先とは、鋼板を突き合わせて溶接する際に、溶着金属の溶込みをよくするために設ける斜めにカットされた溝のことです。板厚が大きくなるほど開先の断面積が大きくなり、溶接工数が増えてしまいます。そこで、溶接時に飛散するスパッタが少なく、かつアークの指向性に優れたJ-STAR®溶接を用いることで、開先の断面積を約2/3にまで小さくした溶接を可能にしました。これにより、板厚の大きな鋼板であっても、従来と同等の溶接工数で溶接できるようになり、船体の製造効率向上に大きく寄与します。
また、当社独自に開発した「超狭開先アーク溶接技術」は、「狭開先アーク溶接技術」をさらに発展させたものです。J-STAR®溶接の活用に加え、溶接ノズル構造の最適化により、開先の断面積を約1/3まで小さくすることができます。これにより、大幅な溶接施工効率向上に加え、溶接熱による鋼板へのダメージも最小に抑えることができます。次世代の超大型コンテナ船への適用に向けて、実用化開発を進めています。
今後とも当社は、高機能・高品位な鋼材の供給を通じ、船舶のさらなる経済性、安全性と信頼性向上に努めるとともに、地球環境の保全に貢献するなど、多様化するお客様のニーズに応えてまいります。
(※1)アレスト性能:脆性き裂の伝播を停止(アレスト)できる性能(※2)TEU:Twenty-foot Equivalent Unitの略。20フィートコンテナの最大積載数を表す数字。
(※3)すみ肉溶接部:鋼板と鋼板をT型に接合する場合に用いられる溶接方法。
(※4)突合せ溶接部:鋼板同士を接合する溶接方法。
 |
|
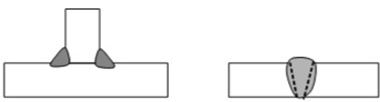
| すみ肉溶接 | 突合せ溶接 |
(※5)J-STAR®溶接:当社独自の炭酸ガスアーク溶接技術。溶接時に飛散するスパッタ、ヒュームが少なく、溶接表面の酸化物(スラグ)の剥離性が高く、アークの指向性に優れるなどの特徴を有する。
・スパッタ:アーク溶接時に生じる火花。鋼板や電極に付着し、溶接作業の妨げになる。
・ヒューム:溶接中のアークにより金属蒸気が発生し、大気によって冷却・酸化され、微細な多数の固体粒子(煙状)となって上昇するもの。
| 従来溶接 | J-STAR®溶接 |
 |
|
