



高強度・高加工性小径 電縫鋼管
HISTORY®鋼管
特 長
- HISTORY®鋼管は、引張られたときに板厚が薄くなりにくく(高r値化)、飴のように絞れて破断しにくい(図2)
⇒ 曲げなどの厳しい加工が必要な部品用途に好適です。 - 従来の冷間成形する電縫鋼管より細径・厚肉の鋼管が製造可能(図3)
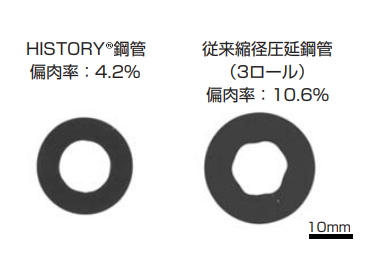
⇒ 棒鋼部品の中空化用途などに最適です。 - 従来の縮径圧延鋼管より偏肉が小さい。(図4)
⇒ 高寸法精度が必要な自動車用に好適です。

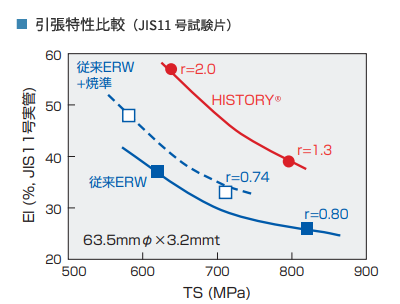
図2 HISTORY®鋼管の加工性改善例
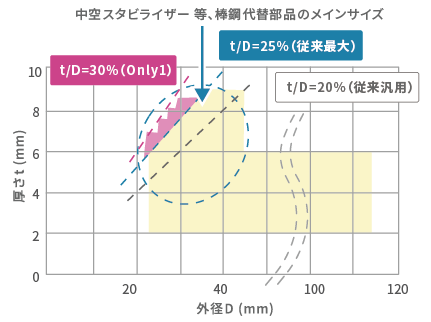
世界初のt/D≧25%達成、最大32.3%(φ21.7×t7)
技術のポイント
- 高r値化
鋼管の縮径圧延により、結晶が回転、高r値方位が揃います。
(板圧延では得られない、鋼管縮径圧延独自の現象)
1)縮径圧延により結晶が回転 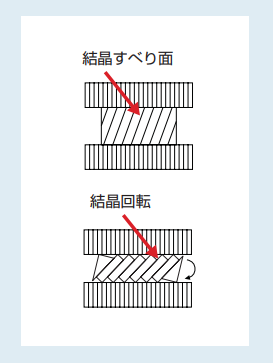
2)高r値方位(緑色*1)の結晶粒が増加 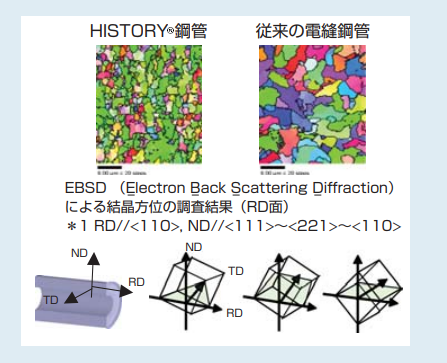
- 高寸法精度
従来の3ロール圧延機を4ロールとすることで、パイプと圧延機の接触をより均一にできて、偏肉が抑制されます。

適用可能な自動車部品
- 自動車用構造部材
スタビライザー、トレーリングアーム、シートフレーム、ドライブシャフト等


590MPa級HISTORY®鋼管


590MPa級角断面HISTORY®鋼管
優れた曲げ加工性により、
自動車部品加工の大幅なコスト削減と軽量化に貢献できます。
HISTORY®鋼管はJFE独自の鋼管縮径圧延プロセス(図1)で製造されます。高加工性は、 この圧延温度を適切に制御することで得られます。また、細径厚肉の鋼管を比較的 容易に製造できることも特徴です。
このような縮径圧延鋼管には、従来、偏肉が大きいという問題がありました。しか し、HISTORY®鋼管では、圧延機に4ロールレデューサを用いることで高寸法 精度な鋼管の製造が可能となっています。